
2026-04-21 金属粉末注射成型(MIM)作为融合粉末冶金与塑料注塑优势的精密制造技术,凭借近净成型、材料利用率高、批量生产能力强等特点,已深度渗透于汽车、智能设备、医疗器械等高端领域。随着下游行业对产品精度、效率、性能要求的不断提升,MIM技术正加速向智能化、轻量化、高集成三大方向迭代,成为推动精密制造产业升级的核心动力,未来发展潜力巨大。智能化是MIM产业提质增效的核心方向,也是破解量产痛点的关键。当前,MIM生产正逐步摆脱传统人工依赖,通过数字孪生、AI闭环控制等技术实现全流程智能化管控。企业引入智能注射机、连续式真空烧结炉等设备,搭配工业软件实现喂料配比、温度调控、缺陷检测的自动化,可将人力成本降低6
更多 
2026-04-13 随着人形机器人加速迈入产业化窗口期,其对核心零部件的小型化、高精度、高强度需求日益严苛,而金属注射成型(MIM)技术凭借独特优势,成为破解量产难题、推动技术落地的关键支撑,二者的深度融合正重塑高端制造的发展格局。人形机器人的灵活运作依赖大量精密金属零部件,从关节齿轮、灵巧手腱绳连接件到电机微型结构件,均需在极小体积内实现高负载、耐疲劳、高精度的性能要求,传统制造工艺难以兼顾效率与品质。传统CNC切削材料利用率低、成本高,无法批量生产复杂三维结构;精密铸造则受限于材料流动性,难以满足微型零件的精度标准,而MIM技术恰好弥补了这些短板。 金属注射成型是融合塑料注射成型与粉末冶金的近净成形技术,通过
更多 
2026-04-13 粉末冶金的成本由原材料、人工、电费、材料浪费、机器损耗、时间等多方面构成,很多人关心:大批量生产能否降低其成本?相较于传统铸造零件,粉末冶金的成本又有哪些优势?下面为大家详细解析粉末冶金的成本构成、与传统铸造的成本差异,以及降低成本的方法。 一、粉末冶金的核心成本构成 1. 原材料成本:粉末冶金以金属粉末及相关混合物为原料,但其原材料成本仅占总成本的三分之一左右,与生产过程中产生的电费成本基本持平,并非成本核心。 2. 人工成本:作为高科技成型技术,粉末冶金的模具设计制作、装模调模、烧结等每一道工序都需专业工程师操作,因此小批量生产时,人工成本占比偏高,拉高整体成本。 3. 材料浪费成本
更多 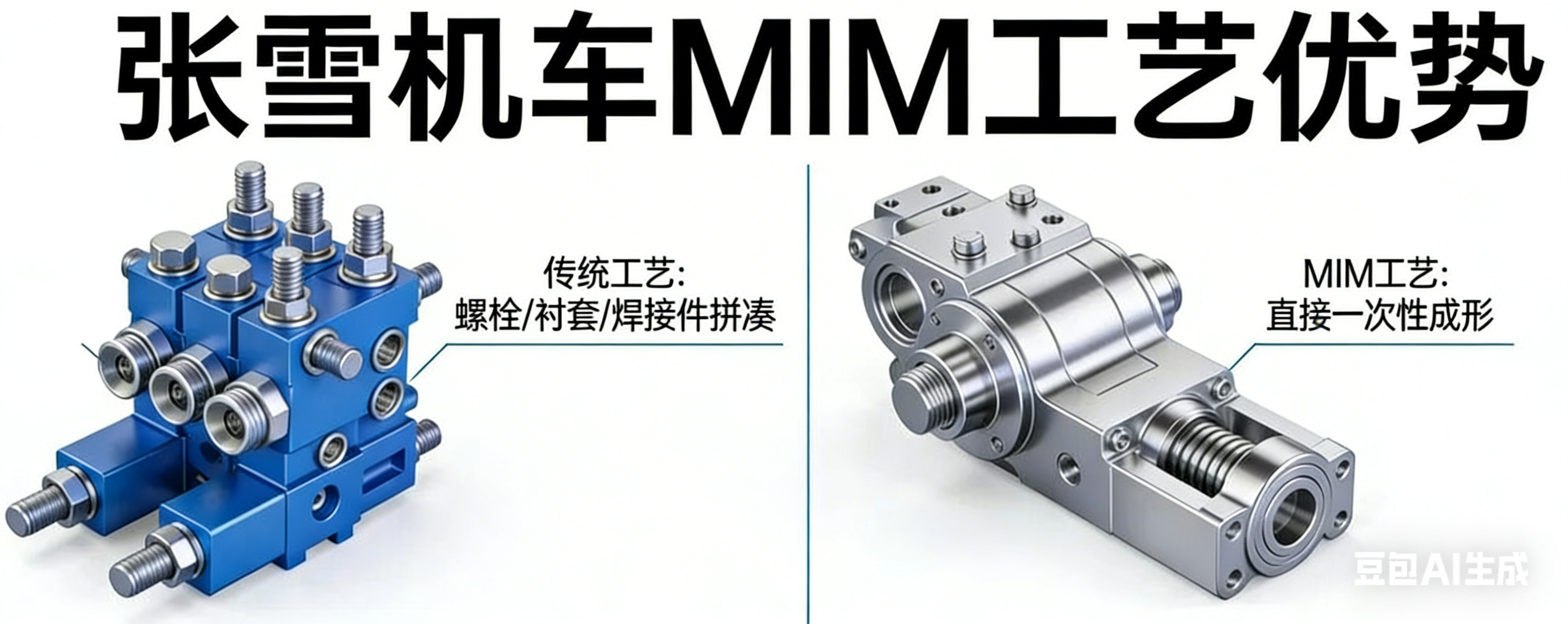
2026-04-13 在摩托车产业发展的过往历程中,轻量化探索始终陷入“材料减法”的单一博弈——为追求更优推重比,往往在材料取舍间反复权衡,难以兼顾减重效果与机械性能。而如今,张雪机车在高性能车型领域的技术突破,彻底打破了这一困局,一场由金属注射成形(MIM)技术引领的制造范式革命,正重塑高性能摩托车的研发逻辑与行业格局。 一、MIM工艺:重构逻辑,解锁轻量化核心密码 传统摩托车制造中,CNC切削、锻造等主流工艺,本质上均属于“减材加工”或“成型后修整”的范畴,这种工艺逻辑注定了材料利用率的先天局限。数据显示,传统工艺的材料利用率仅能徘徊在60%-70%之间,每一寸材料的损耗,都是对制造效率、成本控制的双重浪费,也
更多 
2026-03-24 当人形机器人逐步走出实验室、向着十万台级规模化量产迈进,协作机器人也朝着“轻量、高效、普惠”的方向迭代升级,制造工艺的选择,已然成为决定整个行业落地速度与发展规模的核心变量。面对行业普遍存在的“体重过高、成本高企、量产受阻”三大核心难题,粉末冶金与MIM(金属注射成型)工艺,凭借独有的技术优势,成为破局量产瓶颈的关键,也重新定义了机器人精密制造的行业新标准。 在机器人产业赛道,轻量化与低成本是相辅相成的核心命题。机身重量直接影响机器人的续航能力与运动灵活度,尤其是人形机器人,机身每减重10%,续航时长就能提升15%以上;而严格的成本控制,更是实现万台级、十万台级大规模量产的核心前提。当下人形机
更多 








